#1 国产妖刀,镂空钛合金刀把,大马士革刀片
发表于 : 2025年 8月 29日 20:18
产地: 广东阳江
价格: 不菲

产地: 广东阳江
价格: 不菲
看不到图。 ![]()
换图床
刀把像恐龙背……能折合吗?不菲是多少……
這種刀沒有實用性吧?看起來刃非常薄,握持手感肯定不怎麼樣。
大马士革钢早就失传了。现在只要有花纹的硬度都不行,是噱头。。。。以前看到的妖刀(Karambit)是往里钩的。这种弧线向外的总觉得不够实用。。。。
这刀可以折叠
是的,这刀好看不实用,硌手掌,不好玩
有沒有長刀展示一下?大於12英寸的,小於36英寸的?一直不明白長刀為什麼沒有用好鋼的,都是折刀。
堆砌名词没意思。不懂刀剑的才堆砌名词。
国产刀剑的顶点是广东LK CHEN 大师。绝对是历史名匠也达不到的程度。非常懂刀剑特性,刀剑法,现代工具材料完美手工,加上现代工业加持。完美无缺,锋利无比,顺手自如的耐用刀剑,同样是量产刀剑,很多HEMA 大牛认为LK CHEN 品牌超过了如Albion 这种劳力士级别的大牌。
当然中国刀剑还有次好的批量便宜精品比如hanwei lol。跟LK CHEN,Albion 是无法相提并论,但是我等穷鬼还能买得起

玩的是折叠刀,长度不超过4英寸。
刀柄带clip,别在裤兜里,别在前后裤兜都可以。
这类刀市场很大。相比较,长刀市场小。
越硬的钢,越脆,长刀用硬钢,容易折断。
中国出口折叠刀,常用的钢是M390,硬度60左右。4寸以上的刀片不会用M390,普通使用都有可能折断。

不是不会用,是美国对刀的法律限制是2 inch,超过2 inch你需要有持枪证,所以长刀的市场就小很多,
jiml 写了: 2025年 8月 31日 02:52玩的是折叠刀,长度不超过4英寸。
刀柄带clip,别在裤兜里,别在前后裤兜都可以。
这类刀市场很大。相比较,长刀市场小。
越硬的钢,越脆,长刀用硬钢,容易折断。
中国出口折叠刀,常用的钢是M390,硬度60左右。4寸以上的刀片不会用M390,普通使用都有可能折断。
各州对刀的法律差别很大。
两寸以上非法是纽约州的法律,你在纽约州?
加州,弹簧刀非法,折叠刀长度无限制。fixed blade, 除了state or local public buildings携带4英寸以上的,没别的限制.
jiml 写了: 2025年 8月 31日 04:12各州对刀的法律差别很大。
两寸以上非法是纽约州的法律,你在纽约州?
加州,弹簧刀非法,折叠刀长度无限制。fixed blade, 除了state or local public buildings携带4英寸以上的,没别的限制.
你很懂行啊,德州對長刀無限制,但不可以持刀上街,卻可以持槍上街,攜帶手槍不需要槍証。小折刀品種太多了,長刀選擇很小,我幾乎沒見過CPM3V的30英寸打刀。理論上夾鋼可以做很長,也不怕折斷。
我記錯了,原來德州持刀幾乎沒有任何限制。
https://www.akti.org/state-knife-laws/texas/
In Texas, it is generally legal for adults to carry any type of knife, including switchblades and those with blades over 5.5 inches, with no restrictions on open or concealed carry, except in restricted locations. These restricted locations include schools, government buildings, courthouses, and polling places, where carrying a knife with a blade longer than 5.5 inches is prohibited. Carrying a prohibited knife in a restricted area can result in a Class C misdemeanor, or even a third-degree felony if on school grounds or in an establishment selling alcohol.
What is Allowed
Any Knife Type: Texas has no restrictions on the type of knife you can own, including switchblades, butterfly knives, Bowie knives, daggers, and swords.
Any Length: You can carry knives with blades of any length in most places.
Open or Concealed: There are no limits on the number of knives you can carry or whether you carry them openly or concealed.
Where Knives Are Restricted
You cannot carry knives with blades longer than 5.5 inches in certain locations, including:
Schools and other educational institutions
High school or collegiate sporting events
Polling places on election days
Courthouses and other government buildings
Airport security checkpoints
Correctional facilities
Hospitals and mental hospitals
Amusement parks
Places of worship
Sporting event facilities
Locations licensed to sell alcohol (a third-degree felony)
Penalties
Violating knife laws in a restricted location can result in a Class C misdemeanor.
A felony can be charged if the offense occurs on a school property or in an establishment where alcoholic beverages are sold.
德州無此惡法,隨便買刀隨便帶,我電腦包裡面常備冷鋼12寸CPM3V直刀,跟筆記本電腦放一起。
jiml 写了: 2025年 8月 31日 02:52玩的是折叠刀,长度不超过4英寸。
刀柄带clip,别在裤兜里,别在前后裤兜都可以。
这类刀市场很大。相比较,长刀市场小。
越硬的钢,越脆,长刀用硬钢,容易折断。
中国出口折叠刀,常用的钢是M390,硬度60左右。4寸以上的刀片不会用M390,普通使用都有可能折断。
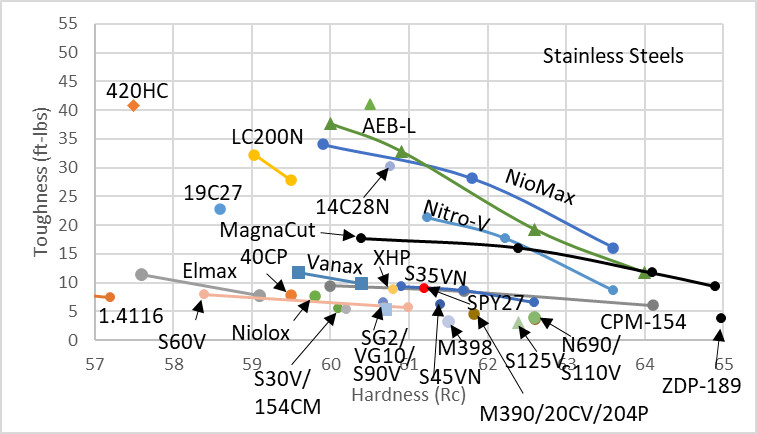
為什麼沒有M390或者S125V和420HC的夾鋼?夾鋼不容易折斷啊?
https://knifesteelnerds.com/2021/10/19/ ... esistance/
遇事不決問GPT,對於小白還真是有用:
Short answer: because that combo is a metallurgical headache for a long, impact-loaded blade.
#1 Heat-treating is incompatible. CPM-S125V wants 2048–2147 °F (1120–1175 °C) austenitize plus a deep-freeze/cryo step to get proper hardness; 420HC is designed for 1800–1875 °F with a very different tempering window. Optimizing for one ruins the other (overheats/coarsens the 420HC or under-hardens S125V). On a 30" blade that’s fatal for performance and straightness.
#2 Wrong property tradeoff for swords. S125V sits at the extreme wear-resistance end with low toughness because of its huge carbide volume; long blades need toughness first (to survive flex and impact). Metallurgist testing consistently recommends simple/spring steels like 5160/8670 for big blades; “super” PM stainlesses trade toughness away.
#3 Stainless-on-stainless San-mai is hard to make, and S125V makes it harder. Stainless forms stubborn chromium oxides that block a weld; makers have to perimeter-seal/canister weld to exclude oxygen, which is tricky over sword lengths. Long, repeated heats also increase element/carbon migration at the core/jacket interface—another risk on a 30" blade.
#4 420-series jackets are used to protect high-carbon cores (think VG-10/SG2 kitchen knives), not to jacket ultra-high-alloy PM cores for swords. That pattern scales to chef knives; it doesn’t scale well to sword-length, impact-loaded blades—especially when the core needs a 2100 °F austenitize.
#5 Practicality and cost. S125V is scarce, expensive, extremely abrasive on belts, and brutal to finish. Building a straight, welded, 30" S125V-core bar, then heat-treating and grinding it, would be a monumental (and failure-prone) project with little performance upside for a sword.
Better ways to get what you want
If you want a stainless-clad look: use a tough core suited for long blades (e.g., 80CrV2 or 5160) and clad with 410/420J-type stainless (the jacket just adds corrosion resistance—the core does the work). This is a well-trodden San-mai path for knives and scales more plausibly.
If you want maximum corrosion resistance in a single-steel sword: consider very tough stainlesses like AEB-L (unclad), which have much better toughness than high-carbide PM “edge-retention” steels; or accept a proven non-stainless spring steel (5160/8670).
If you insist on a modern PM stainless: MagnaCut was designed to balance toughness, wear resistance, and corrosion far better than S125V—but for a 30" sword it would still be expensive and uncommon.
So it’s not that “nobody thought of it”—it’s that the physics, heat treat, and manufacturing realities make an S125V-core/420HC-jacket sword a poor, fragile, and very costly idea.
Here’s a setup that actually works for a 30-inch sword with a PM (powder-metallurgy) core, plus a practical “how-to” that small shops can follow.
What I’d use (ranked)
3V is still the benchmark for toughness among PM cutlery steels—exactly what long, impact-loaded blades need.
Heat-treating 3V to 58–60 HRC gives exceptional chipping resistance while keeping plenty of strength for a 30" blade.
410/420J cladding is a soft, corrosion-resistant jacket that plays nice in San-mai (it’s what many VG-10/SG2 laminated kitchen steels use). You heat-treat for the core and let the jacket stay softer.
MagnaCut was engineered for a rare balance of toughness + wear + true stainless; it can run 61–62 HRC with good toughness, which is unusually robust for a stainless. For a sword it’s expensive but viable.
Z-Tuff/CD#1 test data shows elite toughness among knife steels that reach 60 HRC. Same cladding idea as #1.
(Deliberately not recommending S125V: its huge carbide load gives edge retention, not the bend/impact toughness a long sword lives on. )
How to build a stainless-clad PM-core sword (shop-friendly workflow)
0) Consider outsourcing heat-treat for straightness insurance
Peters Heat Treat handles “all others” (air-hardening/PM steels) up to 50″ length and routinely does MagnaCut and 3V; they include cryo/straightening. It’s a big help on a 30″ blade.
1) Materials
Core: CPM 3V bar, oversize in thickness (e.g., 0.250″ before grinding).
Clad: 410 or 420J sheet/strip for both sides. (These are commonly used as San-mai jackets in laminated stainless knife steels.)
Optional barrier: 0.001–0.005″ pure nickel foil between core and cladding to reduce carbon migration during the weld/draw.
2) Surface prep & stack
Grind mating faces clean and flat (120–220 grit), degrease fully.
Stack: 410/420J – (optional Ni foil) – 3V – (optional Ni foil) – 410/420J.
Seal the billet perimeter (continuous TIG/MIG) to exclude oxygen; stainless forms Cr-oxides that otherwise kill the weld.
3) Weld the laminate (San-mai)
Bring the sealed billet to high welding heat and set the weld with firm, even presses/hammering while it’s still oxygen-free inside. This oxygen-exclusion method (sometimes done inside a “can”) is standard practice for stainless San-mai.
Draw the billet out gradually to your target bar size; avoid long soaks to limit diffusion (esp. carbon migration into the cladding—one reason the nickel interlayer is popular).
4) Blade making (profile, distal taper, bevel pre-grind)
Profile and rough-grind. Leave enough core exposure at the edge so the actual cutting edge is 100% core. (That’s the purpose of San-mai—tough/performant core, corrosion-resistant sides.)
5) Heat-treat for the core
For CPM 3V (sword target 58–60 HRC):
Preheat 1500–1550 °F; austenitize 1875–1955 °F for 20–45 min (don’t overshoot—toughness drops fast), plate or still-air quench to below 125 °F, optional cold/cryo, triple temper 1000–1050 °F (2 h each). This recipe is widely used and tracks metallurgical testing.
For CPM MagnaCut (mono-steel option):
Austenitize about 2050 °F, cold/cyo, temper 350 °F for a 61–62.5 HRC balanced target.
Note: the 410/420J jacket will be soft after a 3V or MagnaCut cycle—that’s fine; it’s there for corrosion resistance and toughness gradient, not edge holding. (410 is a low-carbon martensitic stainless that’s commonly used in forged parts and as cladding in laminated steels.)
6) Straightening, finish grind, and temper check
Check straightness hot (during tempers) and again cold. A pro shop like Peters will also do straightening during processing, which is especially helpful on 30″ blades.
7) Final finish
Etch to reveal the San-mai line if desired, then polish/stonewash. The soft stainless sides take finish easily; the 3V core will etch darker.
Practical tips & gotchas
Why stainless clads at all? Because stainless can be welded to carbon/PM cores if you exclude oxygen (sealed billet), which avoids the Cr-oxide barrier; this is standard when making stainless San-mai.
Nickel interlayer? Optional but useful on thin edges to limit carbon migration and to aid bonding of dissimilar alloys.
Forge temps for the jacket: 410/420 stainless forge in roughly the 1700–2150 °F range; avoid overheating and long soaks. (You still heat-treat later for the core.)
When in doubt, go mono-steel: If the stainless-clad step feels like too much risk at sword length, a mono-steel 3V or MagnaCut sword (professionally heat treated) is simpler and extremely durable.
A concise bill of materials (for the 3V San-mai build)
CPM 3V bar (core)
410 or 420J sheet (two faces)
Pure nickel foil (optional)
TIG/MIG welder and stainless wire, solvent/degreaser
Heat-treat oven (or ship to Peters Heat Treat up to 50″)
If you want, tell me your target weight/balance and grind style (katana-like, saber, messer, etc.) and I’ll tune core hardness and pre-grind thickness for that geometry.
Here’s a setup that actually works for a 30-inch sword with a PM (powder-metallurgy) core, plus a practical “how-to” that small shops can follow.
What I’d use (ranked)
3V is still the benchmark for toughness among PM cutlery steels—exactly what long, impact-loaded blades need.
Heat-treating 3V to 58–60 HRC gives exceptional chipping resistance while keeping plenty of strength for a 30" blade.
410/420J cladding is a soft, corrosion-resistant jacket that plays nice in San-mai (it’s what many VG-10/SG2 laminated kitchen steels use). You heat-treat for the core and let the jacket stay softer.
MagnaCut was engineered for a rare balance of toughness + wear + true stainless; it can run 61–62 HRC with good toughness, which is unusually robust for a stainless. For a sword it’s expensive but viable.
Z-Tuff/CD#1 test data shows elite toughness among knife steels that reach 60 HRC. Same cladding idea as #1.
(Deliberately not recommending S125V: its huge carbide load gives edge retention, not the bend/impact toughness a long sword lives on. )
How to build a stainless-clad PM-core sword (shop-friendly workflow)
0) Consider outsourcing heat-treat for straightness insurance
Peters Heat Treat handles “all others” (air-hardening/PM steels) up to 50″ length and routinely does MagnaCut and 3V; they include cryo/straightening. It’s a big help on a 30″ blade.
1) Materials
Core: CPM 3V bar, oversize in thickness (e.g., 0.250″ before grinding).
Clad: 410 or 420J sheet/strip for both sides. (These are commonly used as San-mai jackets in laminated stainless knife steels.)
Optional barrier: 0.001–0.005″ pure nickel foil between core and cladding to reduce carbon migration during the weld/draw.
2) Surface prep & stack
Grind mating faces clean and flat (120–220 grit), degrease fully.
Stack: 410/420J – (optional Ni foil) – 3V – (optional Ni foil) – 410/420J.
Seal the billet perimeter (continuous TIG/MIG) to exclude oxygen; stainless forms Cr-oxides that otherwise kill the weld.
3) Weld the laminate (San-mai)
Bring the sealed billet to high welding heat and set the weld with firm, even presses/hammering while it’s still oxygen-free inside. This oxygen-exclusion method (sometimes done inside a “can”) is standard practice for stainless San-mai.
Draw the billet out gradually to your target bar size; avoid long soaks to limit diffusion (esp. carbon migration into the cladding—one reason the nickel interlayer is popular).
4) Blade making (profile, distal taper, bevel pre-grind)
Profile and rough-grind. Leave enough core exposure at the edge so the actual cutting edge is 100% core. (That’s the purpose of San-mai—tough/performant core, corrosion-resistant sides.)
5) Heat-treat for the core
For CPM 3V (sword target 58–60 HRC):
Preheat 1500–1550 °F; austenitize 1875–1955 °F for 20–45 min (don’t overshoot—toughness drops fast), plate or still-air quench to below 125 °F, optional cold/cryo, triple temper 1000–1050 °F (2 h each). This recipe is widely used and tracks metallurgical testing.
For CPM MagnaCut (mono-steel option):
Austenitize about 2050 °F, cold/cyo, temper 350 °F for a 61–62.5 HRC balanced target.
Note: the 410/420J jacket will be soft after a 3V or MagnaCut cycle—that’s fine; it’s there for corrosion resistance and toughness gradient, not edge holding. (410 is a low-carbon martensitic stainless that’s commonly used in forged parts and as cladding in laminated steels.)
6) Straightening, finish grind, and temper check
Check straightness hot (during tempers) and again cold. A pro shop like Peters will also do straightening during processing, which is especially helpful on 30″ blades.
7) Final finish
Etch to reveal the San-mai line if desired, then polish/stonewash. The soft stainless sides take finish easily; the 3V core will etch darker.
Practical tips & gotchas
Why stainless clads at all? Because stainless can be welded to carbon/PM cores if you exclude oxygen (sealed billet), which avoids the Cr-oxide barrier; this is standard when making stainless San-mai.
Nickel interlayer? Optional but useful on thin edges to limit carbon migration and to aid bonding of dissimilar alloys.
Forge temps for the jacket: 410/420 stainless forge in roughly the 1700–2150 °F range; avoid overheating and long soaks. (You still heat-treat later for the core.)
When in doubt, go mono-steel: If the stainless-clad step feels like too much risk at sword length, a mono-steel 3V or MagnaCut sword (professionally heat treated) is simpler and extremely durable.
A concise bill of materials (for the 3V San-mai build)
CPM 3V bar (core)
410 or 420J sheet (two faces)
Pure nickel foil (optional)
TIG/MIG welder and stainless wire, solvent/degreaser
Heat-treat oven (or ship to Peters Heat Treat up to 50″)
If you want, tell me your target weight/balance and grind style (katana-like, saber, messer, etc.) and I’ll tune core hardness and pre-grind thickness for that geometry.
Short version: you’re describing a functionally graded steel (FGM)—a blade whose carbon (and thus hardenability) rises smoothly from spine to edge. It’s possible with powder metallurgy, but it’s industrial-level hard and rarely worth it for a 30" sword.
What’s feasible
Two ways to get a carbon gradient:
Why it’s rare on long swords
Diffusion smears your design. During HIP/SPS and any later forging/heat cycles, carbon diffuses and softens gradients; sharp profiles blur unless you add barriers (e.g., nickel), which defeats the “smooth” idea.
Process scale & cost. A 30" bar needs large-format HIP/SPS or multi-material additive gear; service houses exist, but it’s expensive bespoke work.
Heat-treat complexity. A compositional gradient means the transformation temps and hardenability vary across thickness; dialing in aust/quenches without warps or brittle bands is much harder than a simple differential heat-treat.
You can get the effect easier. Differential heat treatment already gives a hard martensitic edge with a tougher spine (the “hamon” approach) without exotic metallurgy.
If you still want to try an FGM powder build (outline)
HIP: evacuate and seal a steel can, HIP 1100–1200 °C at 100–200 MPa to full density; HIP also diffusion-bonds dissimilar powders.
SPS/FAST: layer powders in a graphite die; consolidate rapidly to limit diffusion (often used in FGM research).
Multi-material DED/L-PBF: possible to print a graded bar with feedstock mixing, but metallurgy for cutlery-grade steels is still maturing.
Practical recommendation
For a working 30" sword, the best cost/benefit is still through a tough steel + differential heat-treat (or a tough PM core like CPM-3V plus simple cladding), rather than a full powder-graded carbon build. If you want a true gradient anyway, partner with a HIP/SPS shop to make a graded billet and plan on significant R&D to lock in the heat-treat.
If you tell me your target hardness at the edge and a preferred steel family (plain carbon, low-alloy, or stainless), I can sketch a concrete gradient (layer ratios, predicted case/gradient depth, and a starting HT schedule) to match.
