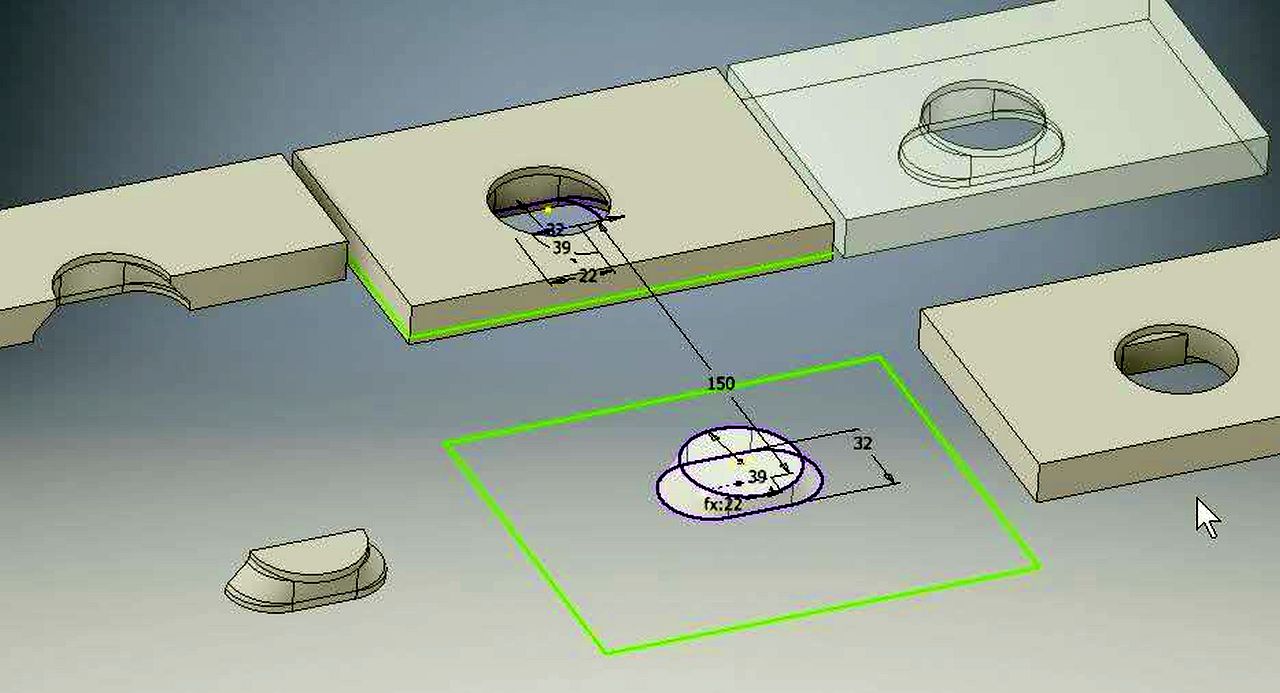
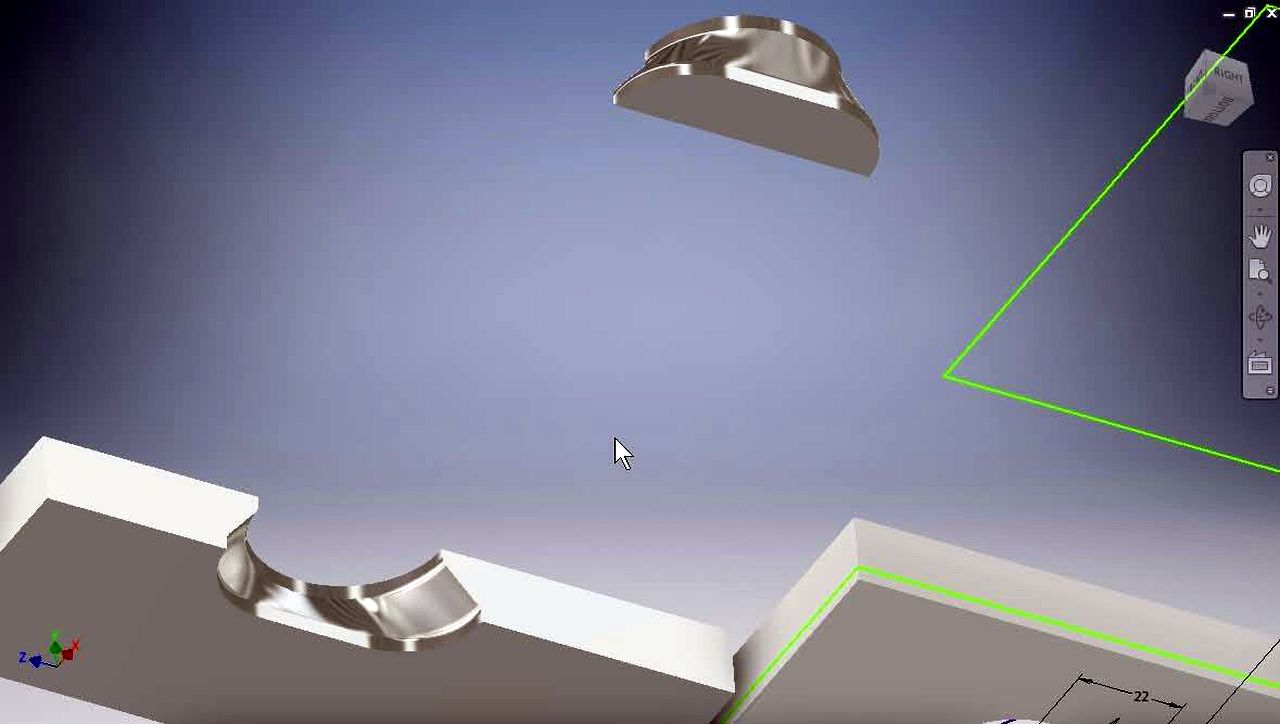
以前雕的都是铝机头alloy head。猫的这次我的mini mill 不可能像数控一样做复杂形状太麻烦,就简单铣好两边,然后手工“插值”一下。
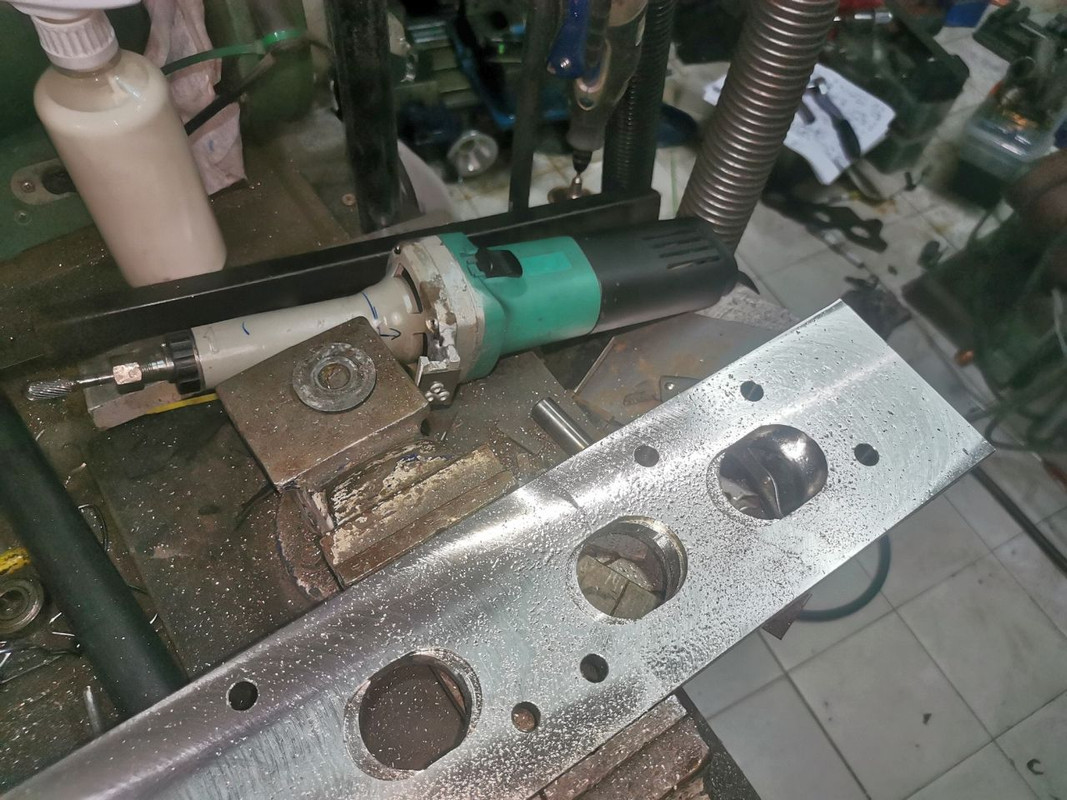
心里真担心啊,毕竟carbide deburring bits 刻alloy 刻一万年也没事儿(只要别刻太快太热,熔合了刻下的铝屑把刀刃堵住了)。但是这个316L 不锈钢大块要雕刻掉很大量的材料,carbide 那脆弱brittle 可战不过奥体不锈钢。
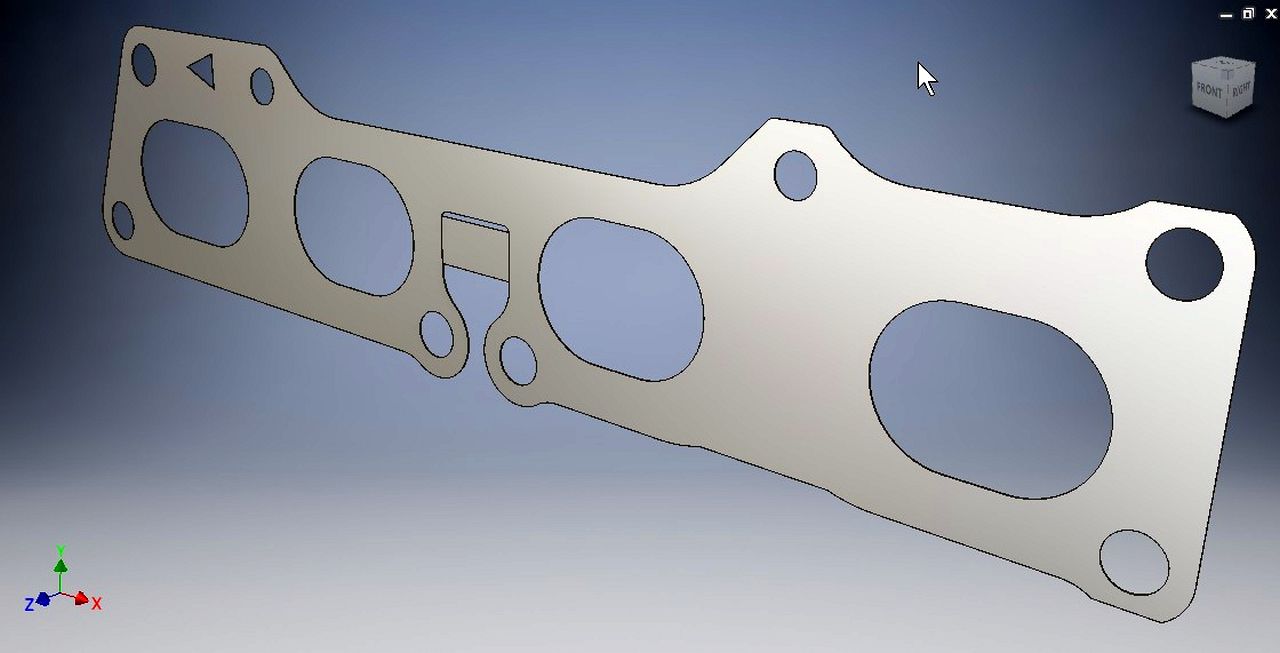
不过还好,最大的57mm * φ37mm slot, runner #1 背面刻了一侧后,只有一个小牙磕掉了,一个小牙轻微伤。照这样看,这一个便宜deburr bit 就足够(代替CNC ![]() )把整个法兰手工干完了。LOL,没想到这一个普通雕刻头generic straight deburring bit 就能完成各种凹凸几何形状,我还备好了一大堆balls; cones; Chrismas trees... variety of bits, 全都用不着了。。。
)把整个法兰手工干完了。LOL,没想到这一个普通雕刻头generic straight deburring bit 就能完成各种凹凸几何形状,我还备好了一大堆balls; cones; Chrismas trees... variety of bits, 全都用不着了。。。


--------
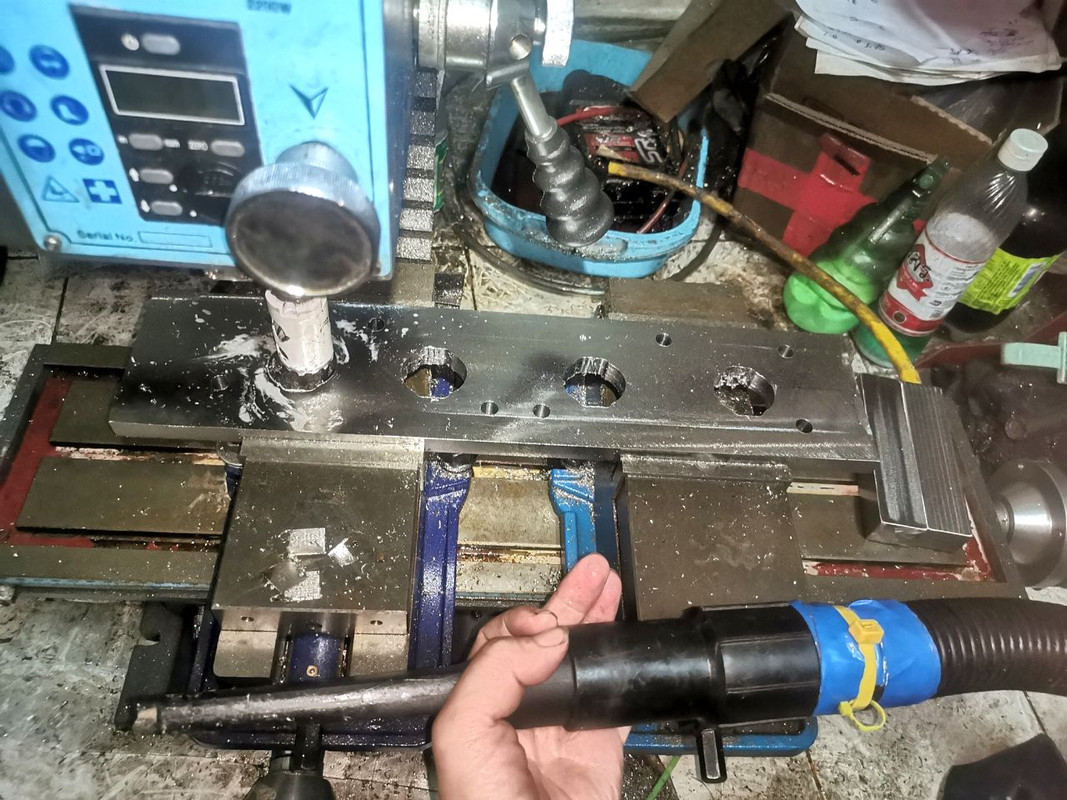
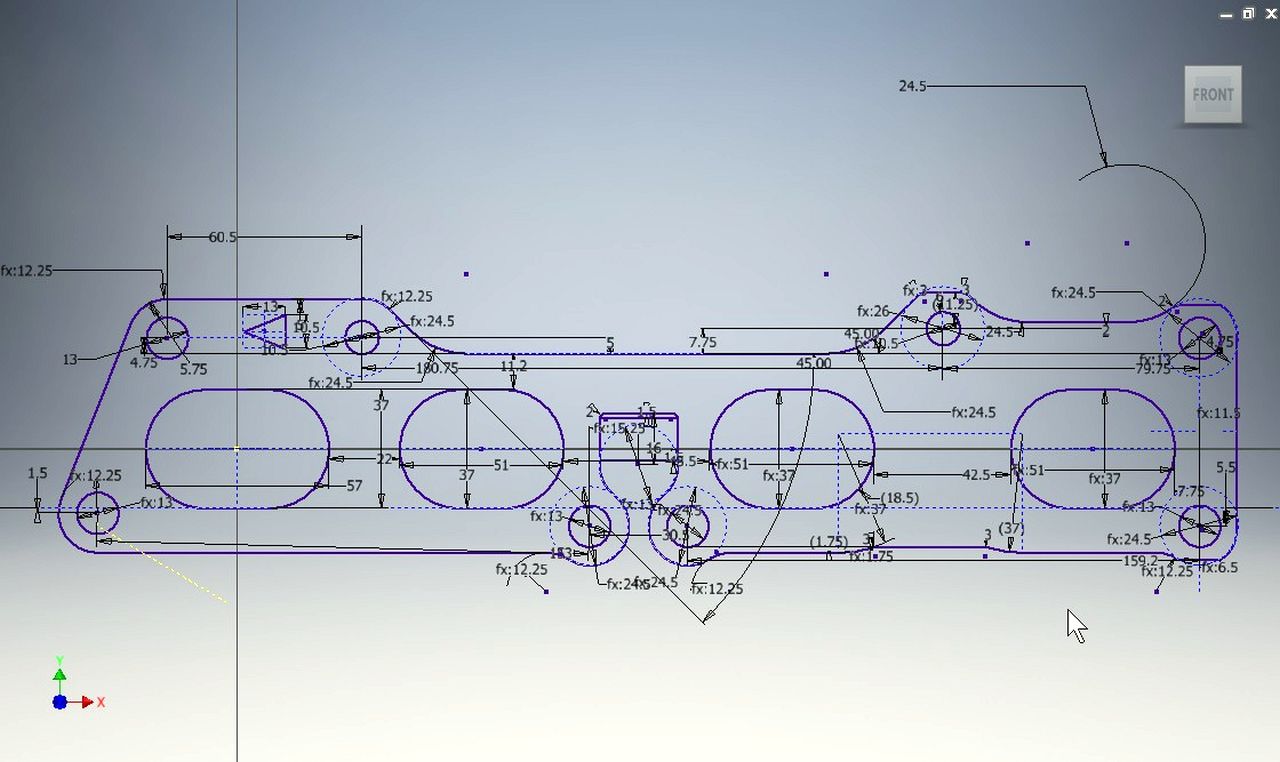
还有,测绘加工过程如下,挺好玩,真没想到mini mill 啃大块不锈钢速度还不慢,如果不是人懒,要是全力干的话一人 2-3天就能铣好(小机器刚性差啃不锈钢容易断刀,以前是每次0.10 - 0.25mm超保守feed,但是这次大胆了点儿飞刀0.40mm,boring镗刀0.50mm,roughing粗皮刀直接就1.00mm。居然毫无问题。。。)





 )
)

 专业啊,可惜我看不懂也干不来,动手能力太差了。
专业啊,可惜我看不懂也干不来,动手能力太差了。